<----- mustafagüneyler Elektriklisesi ----->
PC kontrollü PLC sistemleri
1.Merkeze paralel bağlanımlı
2.merkeze seri bağlanımlı
S7-200 PLC'LERİN BAĞLANMASI
S7-200'lerin RS-485 protokolunu kullanan network bağlantısı vardır ve bu bağlantıyla bir çok PLC'yi yada bu protokolü kullanabilen biçok alet kullanılabilir. RS-485 protokolüne göre haberleşme yapabilecek 3 ayrı CPU'nun bağlantıları görülmektedir.Bağlantıları kurduktan sonra her bir CPU'ya kısa bir program yazmak yeterli olacaktır.CPU'nun haberleşme polaritelerini(data bit sayısı, parity tipi, haberleşme hızı vb.) ayarladıktan sonra, XMT(transmit) komutunu kullanarak bilgi yollayabilir ve haberleşme interrupt'larını kulanarak bilgi alınabilir.
Eğer RS-232 protokolünü kullanan bir araçla haberleşmek istenirse, RS-485 ile RS-232 arası arabirim kablosu kullanılabilir.
CPU-212 bir adet yazıcıyla haberleşmektedir.Bunun için RS-485 ile RS-232 arasında interface yapabilen özel kabloya ihtiyaç vardır. PLC'lerin haberleşme yetenekleri, onların dış dünyaya uyum sağlama güçleriyle orantılıdır.PLC'nizi tek başına herşeyi yöneten ve bütün ihtiyaçlarını tek başına sağlayan bir adam gibi tasavvur etmek yanlış olur.CPU bir çok aletle bilgi alışverişinde bulunup, görevlerini yerine getirebilir.S7-200'ü düşünülebilen bir çok alete çok rahatlıkla bağlanabilir ve rahatlıkla bilgi transferi gerçekleştirilebilir.CPU'nun kendi haberleşme portu RS-485 olup bir çok cihazın aynı hat üzerinden haberleşmesi sağlanabilir.CPU'unun bilgisayara bağlamak için kullanılan RS-232 seri haberleşme portu takılan özel kabloyu, barkod okuyucu veya yazıcı gibi RS-232 haberleşme protokolünü kullanan cihazlarla bilgi alışverişinde bulunmak içinde kullanabilir olması bize iki ayrı protokol tipinide, kullanma avantajını verir.
Barkod okuyucudan alınan bilgilerle stok tutulabilir, yazıcıdan her türlü bilgiyi bastırabilir yada bilgisayarla istenilen biçimde haberleşme yapılabilir.Bu arada başka PLC'lerlede haberleşme de yapılabilir.
Immediate I/O adıyla anılan komutları kullanarak normalde her çevrimin başında gerçekleştirilen okuma ve yine her çevrim sonunda gerçekleştirilen dışarıya yazma işlemini çevrimin ortasında o komutlar işlenildiği anda gerçekleştirmenizi sağlar.
S7-200'LERİN ÇALIŞMA MODLARI
PLC'nin üstünden Ayarlanan Çalışma Modları
Stop Modu
PLC'de program değişikliği yapılabilir. Force fonksiyonlarını kullanılabilir ve PLC'den giriş-çıkış ve dahili olaylarla ilgili bilgi alınabilir.
Term Modu
Term modunda bütün kontrol PLC'ye bağlı olan PC'nin (bilgisayar) elindedir. Bu moddayken, PLC'den program değişikliği yapılabilir, force fonksiyonları ve PLC'den giriş-çıkış dahili olaylarla ilgili alınabilir. Bu arada PC kumandasıyla PLC'yi STOP ve RUN modları arasında geçiş yaptırabilmek de mümkündür.Term pozisyonunda STOP ve RUN modunda yapılabilecek herşeyi, istenilen moda geçirilerek yapılabilir.
RUN Modu
Bu modda önceden yüklemiş olan program çalışır ve bu sırada PLC'de program değişikliği yapılamaz. Force fonkisoylarını kullanabilir ve PLC'den giriş-çıkış ve dahili olaylarla ilgili bilgi alınabilir.
S7-200 PLClerin Ağ İletişim Protokolleri
S7-200 serisi PLClerde 3 haberleşme protokolü bulunmaktadır. Bunlar;
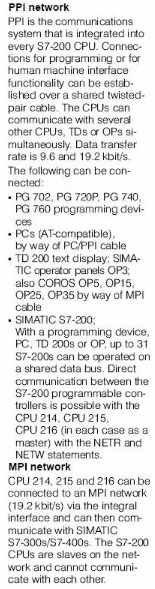
Point-to-Point Interface (PPI)
Multipoint Interface (MPI)
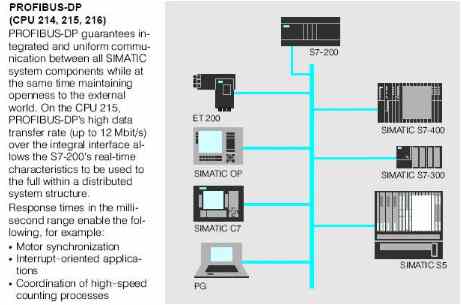
PROFIBUS-DP, haberleşme protokolleridir.
STEP 7-MİCRO/WİN 32 PROGRAMI
Programın Özellikleri
Step-7 Micro/Win 32 yazılımı kullanılarak PCde yazılan program PC/PPI kablosu yardımıyla PLCye yüklenmektedir. Aynı zamanda PLCnin hafızasında bulunan program yine aynı bağlantı kablosu yardımıyla PCye aktarılabilmektedir.
PROGRAMLAMA YÖNTEMLERİ
PLC'leri programlamak için,her PLC üreticisisi kendine özgü bir PLC program paketi(yazılımı)geliştirmiştir.Bu programlar PLC'yi programlamak için özel programlama cihazlarında çalıştıralabildiği gibi PC'lerde de çalışabilir.Bu yazılımla PLC programları üç biçimde yazılabilir.Bunlar:
Kontak Planı(Merdiven Diagramı)(LAD)
Komut Listesi(STL)
Kontrol Sistemi Akış Diagramı(CSF)
Sürekli sırasıyla E,L,E,K,T,R,İ,K harflerinin bulunduğu lambalarını yakarak ELEKTRİK yazan bir PLC ile reklam panosu kumanda devresi tasarlanacaktır.
Bir başlatma düğmesine basıldığında yazım işlemi başlayacak ve bir durdurma düğmesine basıldığında işlem sona erecektir.
NETWORK 1
LD I0.1
O M0.0
AN I0.0
= M0.0
Devre 1` de ` LD I0.1` komutu ile devrenin çalıştırılması başlatılır, ` AN I0.0 ` komutu ile de devrenin çalıştırılması durdurulur ve son olarak da M0.0 kontağı aktif edilir.
NETWORK 2
LD M0.0
AN T45
= M0.1
Devre 2 ` de ise devredeki M0.0 normalde açık kontağı devreye alınarak devredeki bütün lambalar yandıktan sonra tekrar başa dönmesi için T45 zamanlayıcısının normalde açık kontağı devreye bağlanmıştır.
Devre 3 den , Devre 19 a kadar zamanlayıcılar 0.5 saniye aralıklarla çıkışlara 1 atayarak lambaları aktif eder.Devre 20 de ise bütün program sonlandırılır.
NETWORK 3
LD M0.1
TON T37, +5
NETWORK 4
LD T37
TON T38, +5
NETWORK 5
LD T38
TON T39, +5
NETWORK 6
LD T39
TON T40, +5
NETWORK 7
LD T40
TON T41, +5
NETWORK 8
LD T41
TON T42, +5
NETWORK 9
LD T42
TON T43, +5
NETWORK 10
LD T43
TON T44, +5
NETWORK 11
LD T44
TON T45, +30
NETWORK 12
LD T37
= Q0.0
NETWORK 13
LD T38
= Q0.1
NETWORK 14
LD T39
= Q0.2
NETWORK 15
LD T40
= Q0.3
NETWORK 16
LD T41
= Q0.4
NETWORK 17
LD T42
= Q0.5
NETWORK 18
LD T43
= Q0.6
NETWORK 19
LD T44
= Q0.7
NETWORK 20
MEND